






The steel pipe, carbon pipe mill is intended for manufacturing of round pipe of Φ10mm-Φ127mm with thickness of 0.5mm–5mm from cold-rolled and hot-rolled coil strip by means of unclosed tubular blank with its subsequent welding into tube, edge heating by means of solid state high-frequency welder, longitudinal seam welding in rolls of tube welding machine, cooling, further sizing or shaping and on-stream cutting of endless tube in measured lengths. Finished product will be of round, square or rectangular pipe.
Weld pipe roll forming machine types:
For saving energy and cost of making carbon steel pipe or steel pipe, we divided the pipe to the following types:
Welded pipe machine HG 32
Wall thickness from 0.4-2.5mm
Pipe diameter: 10-45mm
Round pipe: Max diameter pipe-45mm diameter. Min diameter-10mm
Square pipe: Max diameter pipe—35x35mm Min size 10×10
Rectangle: Max diameter for example: 30x40mm 10x10mm
Price: 75000 USD
Mould: 3200 USD one set
Welded pipe machine HG50
Wall thickness from 0.5-3mm
Pipe diameter from 10-60
Round pipe: Max diameter pipe-60mm diameter. Min 10mm diameter
Square pipe: Max diameter pipe—47x47mm Min square pipe 10x10mm
Rectangle: Max diameter for example: 30x60mm Min is 10x10mm
Price: 100.000 USD
Mould: 3500 USD one set
Welded pipe machine HG76
Wall thickness from 1.0-3.5
Pipe diameter from 20-89
Round pipe: Max diameter pipe-90mm diameter. Min is 20mm diameter
Square pipe: Max diameter pipe—70x70mm Min is 20x20mm
Rectangle: Max diameter for example: 50×90, 40×100, 30x110mm Min 20x20mm
Price: 125.000 USD
Mould: 4500 USD
Welded pipe machine HG127
Wall thickness from 1.0-4.0
Diameter from 20-127mm
Round pipe: Max diameter pipe-127mm diameter. Min is 20mm diameter
Square pipe: Max diameter pipe—100x100mm Min is 20×20 diameter
Rectangle: Max diameter for example: 110×90, 800×1200, 70x130mm Min is 20×20 diameters.
Price: 270.000 USD
Moulds: 15800 one set (the smallest one)
Main elements of steel pipe roll forming machine:

Working process of carbon steel pipe machine:
{SteelTape}→→ Double-head un-coiler →→Strip-head Cutter and welder→→Spiral Accumulator→→Forming section(Flattening unit +Main driving unit +Forming unit +Guide unit +High frequency induction welding unit +squeeze roller)+ De-burr frame →→Cooling unit →→ Sizing unit and straightened →→Flying saw under computer-control →→ Run-out table
Double-head un-coiler

Briefing: Rotary type to change coils easily, with a pneumatic brake.
Mandrel expansion by Pneumatic, Mandrel position rotation shall be manual Pneumatic brake
2.Shearing & butt welding machine
2.1 Hydraulic shearing parameters machine:
Cutting by hydraulic Width: ≤160mm Thickness: ≤2.0mm
2.2 Butt welding machine by manual: welding machine

3.Horizontal spiral accumulator
3.1 Low bracket: 1 set 3.2 Revolver: 1 set
3.3 7 rollers Flattening unit: 1 set 3.4 2 rollers feeding: 1 set
3.5 Accumulator: 1 set – Feeding speed: Max.200m/min
Storing capacity: 500meter -700 meter

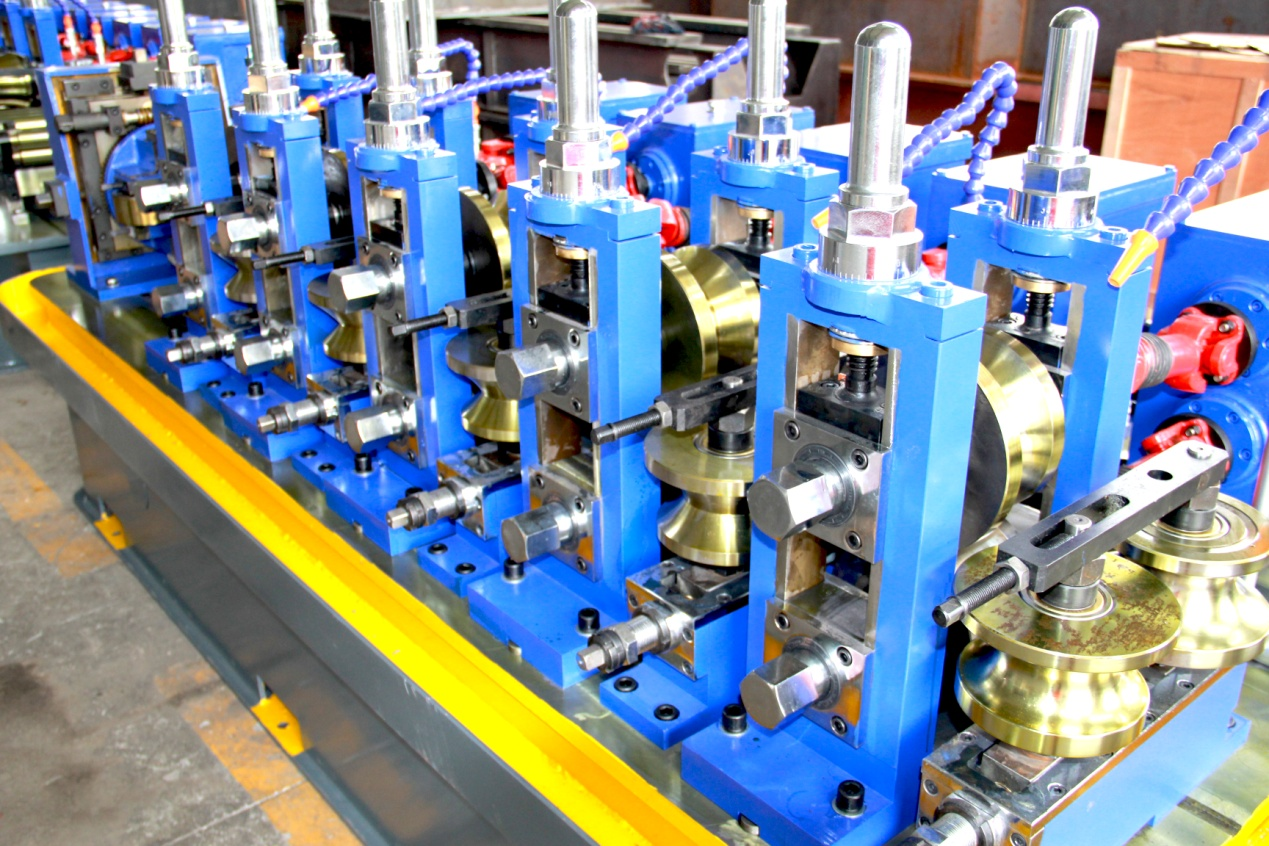
4.Forming& sizing sectionof welded pipe machine
4.1 Forming mill gearbox, universal joint 4.1.1 Mill entry flattener by five-roll passive levelling, one pair of sending roll, two pairs of vertical roll
5.Welding sectionof carbon steel pipe mill
5.1 Welding section consist of: Seam guide unit: 1 set
Squeeze stand: 2 rollers
De-burr frame: 1 set (2 heads)
Horizontal unit for seam ironing: 2 rollers
5.2 Cooling section
Cooling trough: 1 set
Cooling trough length: 3 m
- CNC flying friction saw
6.1 Flying cut-off, mechanical section consist of:
– Saw disk: OD400mm×ID40mm×2.8mm Saw waver: Pneumatic Pipe clamp: Pneumatic
– Saw carriage travel: Rack and pinion with gear lath Motor for travel: DC 11KW
– Motor for cutting: AC 11K Length Tolerance: 0-6mm
- Rollersof welded pipe machine
7.1 Forming and sizing Rollers material
Material: Cr12 Hardness: 60 HRC +/-2 Welding rollers material Material : H13 Hardness: 50 HRC +/-3

FAQ
Payment method:
Method 1:
Payment of the contract with following schedule:
– 30%: The payment shall pay by T/T the down payment to the Seller within 15 days after the signature of the Contract. The Contract then comes into effect.
– 70%: The buyer shall pay to seller the remaining 70% of total contract amount before the seller’s ship the machine to XINGANG, CHINA.
Method 2
L/C is also acceptable.
Technical Documents
The Seller shall submit the following documents in English:
- Foundation Plan (including the arrangement of water, electricity and air ect.)
- Arrangement Plan
3.Operation Instruction (including the structure diagrams of the equipment, operation instruction, maintenance and trouble shooting, safe rules, consumable parts list and purchased parts list)
Installation, Commissioning, Test and Training
- The engineers from the Seller shall supervise the installation on site and fulfill the commissioning. They should start off within 10 days after they get the information from the Buyer.
- The Buyer signs in the Certificate of Acceptance.
- The Seller trains the operators of the Buyer during the commissioning
- Commissioning: about 3 engineers in 30 days.
- The Buyer shall pay for the international air tickets and the local, such as board and lodging, daily transportation, communication,Insurance, etc. The Buyer shall pay USD 100 /day /person to the Seller for the commissioning.
- The Buyer shall prepare an interpreter for better communication between the two sides.