






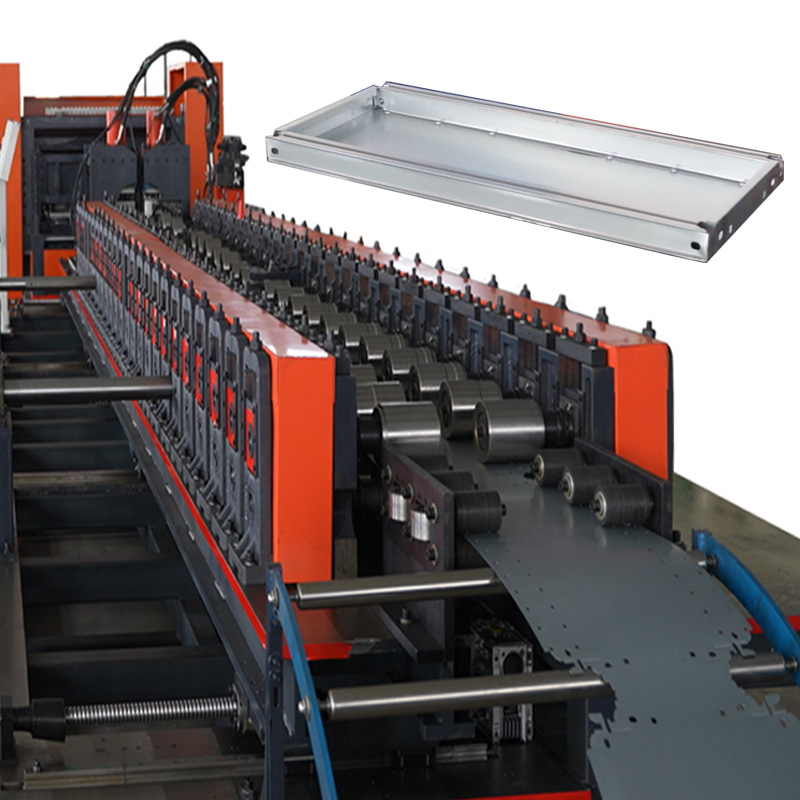
1. Uncoiler: load-bearing 8 tons, coil inner diameter φ450~550mm, uncoiling width 1000MM, equipped with hydraulic tensioning and electric unwinding.
 2. Leveling machine
2. Leveling machine
Material width: <1000mm
Material thickness: 0.8mm
Feeding speed: 15m/min
Relaxation method: Portable
Correction roller: upper 7 and lower 6
Speed regulation mode: Frequency conversion speed regulation  3. Front punching: 3 stations, 3 sets of mold bases, 5 sets of molds. Maximum material width: 1000mm.
3. Front punching: 3 stations, 3 sets of mold bases, 5 sets of molds. Maximum material width: 1000mm.
Servo feeder: Shenzhen Inovance servo motor, feeding speed 15-30m/min, pinch roller high-frequency treatment and hard chrome plating.  4. Roll forming part:
4. Roll forming part:
4-1. Using 36 sets of rollers (shaft diameter 60mm), roller material Cr12MoV, vacuum heat treatment, two temperings, hardness HRC55-58.
4-2. The spindle material is 45# steel, which is rough-machined, tempered, then fine-turned, and finally fine-ground.
4-3. The transmission side is equipped with two sets of tapered roller bearings for the lower roller, and the operating side is equipped with one set of bearings.
4-4. The molding width is fixed.
4-5. Main motor 5.5KW servo.
4-6. The driving wheel adopts gear transmission and hard tooth surface gear reduction box. 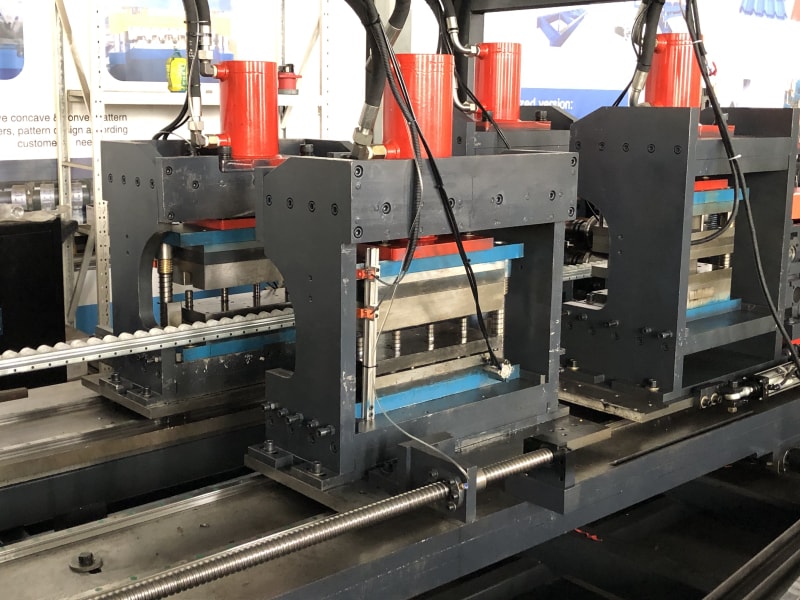 5: Post-punching: 4 stations, 4 sets of mold bases, 4 sets of molds. Maximum material width: 1000mm.
5: Post-punching: 4 stations, 4 sets of mold bases, 4 sets of molds. Maximum material width: 1000mm. 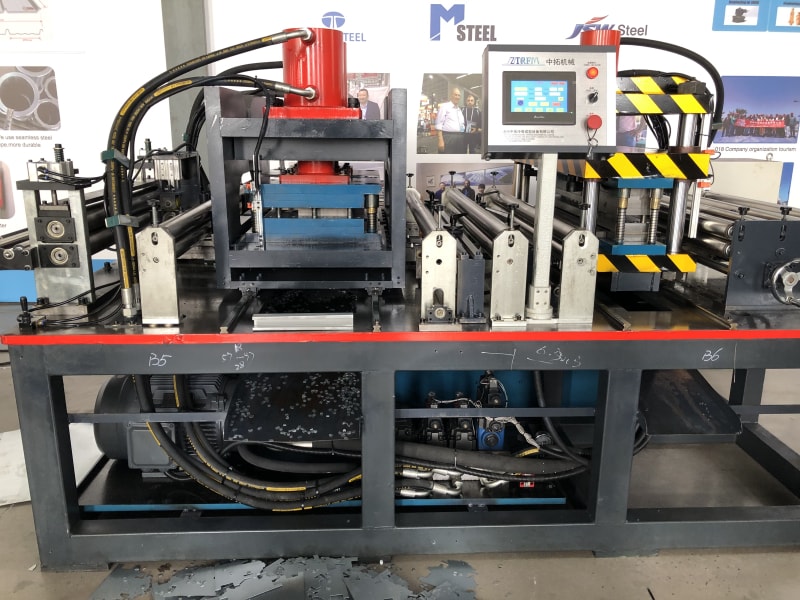
6. Servo cutting and flanging mechanism: Using servo control, the head and tail are turned and flanged. Easy to operate and high precision.
7. Electronic PLC control system:
7-1. Use programmable Mitsubishi PLC; use sine frequency converter to regulate speed and centralized automatic control; use Japanese Izumi as the relay.
7-2. The entire production line adopts centralized automatic control, and the forming machine and flanging and bending are linked together.
7-3. Alarm function: There are alarm functions such as material shortage shutdown, counting, output reaching shutdown, emergency stop, mold jamming, limit, etc.